实木锯材是家具生产的三大原料之一。零部件备料则是家具制造一个重要的工段,对于家具质量和后期加工有很大影响。

零部件备料两大工序
常见零件的备料包括选料和锯制加工两大工序。
选料工序 :主要对锯材进行细致的选择、 搭配和缺陷标记;
锯制加工工序 :要对已选锯材根据零部件的规格和形状进行合理的纵解和横截,做到合理搭配、材尽其用、优质高效,这部分工作也称为配料加工。

选料
实木锯材选料时一般应遵循以下原则:
(1) 根据产品设计要求,确定用料树种及等次;
(2) 根据零部件在家具产品中的部位、受力和功能,确定零件的用料标准;
(3) 根据产品的涂装效果,确定锯材的颜色选用标准或处理工艺;
(4) 保证锯材含水率符合产品的技术要求;
(5) 选用的锯材规格尽量和加工零部件规格相衔接。


锯材出材率控制
影响毛料出材率的因素很多:如待加工零件的尺寸、形状和质量要求,配料方式与加工 的方法,所用锯材的规格与等级,操作人员的技术水平,采用的设备和刀具等。

在具体生产管理及操作实践过程中,提高锯材的出材率可考虑采取以下措施:
(1) 认真实行零部件尺寸规格化,使零部件尺寸规格与锯材尺寸规格衔接起来,以充分利用板材的厚度材积,减少厚度方向的加工余量消耗;

(2) 进行零部件长度和宽度搭配,使同一锯材幅面上可搭配出尽可能多的零部件,必要时可对锯材进行长宽分类,甚至利用优选锯等现代化的尺寸搭配优化设备;
(3) 操作人员在配料时,应该熟悉各种产品零部件的技术要求,在保证产品质量的前提下,凡是用料要求所能允许的缺陷,如缺棱、节子、裂纹、斜纹等,不做过分的剔除;

(4) 有些产品和零部件,在不影响强度、外观及质量的条件下,对于材面上的死节、树 脂囊、裂纹、虫眼等缺陷,可用挖补、镶嵌的方法进行修补,以免整块材料被截去;

(5) 采用先进的配料设备或刀具,例如利用超薄锯片或小径锯片代替普通圆锯片以减少锯路损失,或采用"以锯代刨"工艺来减少后续加工余量等,减少加工损耗;

(6) 一些小型零件,如装饰线条、连接木、拉手等,为了便于后续加工和操作,在配料时可以配成倍数毛料,先加工成型后再截断或锯开,既可提高生产率,又可减少每个毛料的加工余量;

(7) 规格尺寸大的零件,应根据产品的技术要求,尽量采用小料胶拼的方法代替整块木材,还可制成包料或空心结构等,这样既保证零部件强度和外观质量要求,减少变形,又可提高木材利用率。

不同的零部件其加工形式可能存在或多或少的差异,我们将概括为三种零部件分别讲述。本期鲁班课堂会为大家讲述第一种——直线零部件的备料技术。
直线零部件备料技术
直线型零件备料常用的工艺路线为:
锯材→纵剖→(预刨)→横截(或优选)→刨光(平刨→压刨或四面刨)
截面较大的零件还要进行胶拼作业。
锯材纵剖
锯材纵剖用设备主要为万能锯(普通台式圆锯机)、机械(或履带)进料单片锯、机械 (或履带)进料多片锯、各类细木工带锯机等。
万能锯 是最普通的纵剖圆锯机,它通用性强,可以同时适合纵剖和横截加工。但生产效率低,工人劳动强度大,一般只适合小型企业的备料加工或薄板锯材的人工配料。

单片纵锯机 相比之下,生产效率及质量较万能锯为高,操作方便,适应性强,适合绝大部分零件的纵剖加工,也常用于毛边板的修边作业。但锯路损失较大,影响出材率。

多片圆锯机 可以同时配置多张锯片,一次可以锯解多片板坯,且进料速度快,生产效率高,锯路窄,出材率高。但锯切板料厚度有,且调机比较费时,主要适合大批量生产的企业。

板料横截
实木板料横向锯解的设备主要为各类横截锯。横截锯类型较多,常用的有吊截锯、摇臂锯、推台锯、气动高速截断锯及自动横截优选锯等。
如果企业产品复杂且类型较多时,零部件规格也很多,利用普通横截锯加工很难考 虑到板料的长短搭配问题,导致出材率不高,因而现代家具生产中常用自动横截优选锯来进行长度优选。
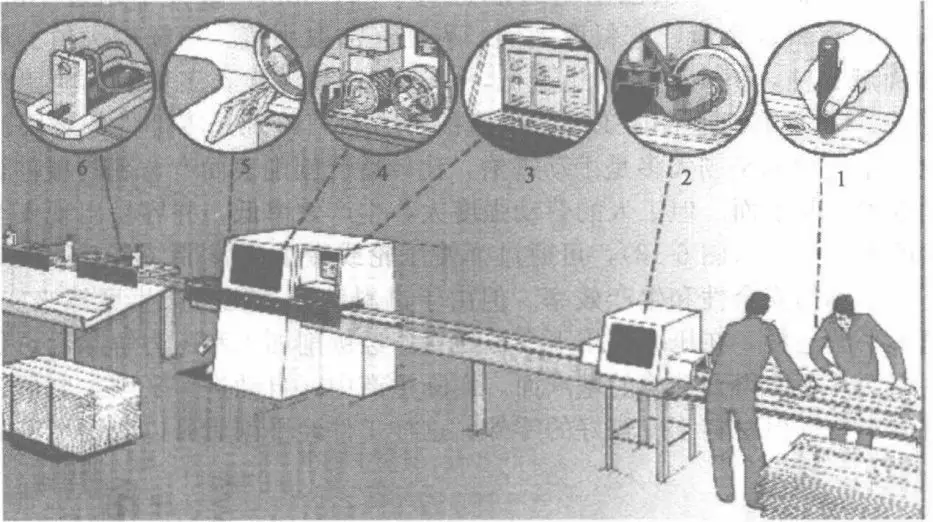
自动横截优选锯
1一划线 2一缺陷检测 3一电脑排料 4 一定位截断 5 废料处理 6一部件分拣
毛料加工
经纵锯及横截后的零件毛坯,外表质量及外形尺寸与实际需要还有一定的差异,需要通过基准面和相对面的加工来获得符合要求的外形尺寸。

直线方形零部件的毛料加工设备主要有平刨、压刨、双面刨、四面刨、立轴及修边锯等。实际生产中基准面及相对面加工常用的几种组合方案如下:
(1)平刨+压刨 即平刨(或立轴)加工基准面和边,压刨加工相对面和边,此法可以获得较精确的形状尺寸和较高的表面质量;但劳动强度大,生产率低。主要适合小批量生产的企业或产品。

(2)平刨+立轴 即平刨(或立轴)加工基准面和边,立轴加工相对面,此法与上述形式相同,主要适合生产薄板类部件、宽板件的侧边或有型边的板件。

(3)平刨+四面刨 即平刨(或立轴)加工基准面和边,四面刨加工其他面此法加工生产质量最好,且生产效率较高,如果选用多轴四面刨,可对同一表面进行粗刨和精刨处理,可得到非常高的加工精度和表面质量;但平刨作业负荷重,且前后设备效率不匹配。

(4)修边锯+四面刨 用修边锯加工基准面和边,再用四面刨进行四面刨光,此法利用修边锯代替平刨来获得平直的基准面,生产效率显著提高,基准面精度可满足四面刨对工件平直度的要求,劳动强度低,是现代企业大批量生产最有效的毛料加工方法。
(5)压刨或双面刨 即直接用压刨或双面刨分几次调整加工毛料的四边,这种方法操作简单,且比较安全,但加工精度较差,生产效率不高,且相邻面的垂直度无法得到保证,一般只适合于加工精度要求不高的零部件。

(6) 四面刨 直接用四面刨一次加工工件的四个面,因没有预先制出基准面,所以对工件毛坯本身的性能有一定限制,主要适合平直无弯翘的工件,或有微小弯翘但工件本身刚性 较好的情况,这种作业方式可省略基准面加工的时间,生产效率最高,但加工精度略差。
(7) 倍数备料 某些断面尺寸较小的零件,可以先配成倍数毛料并正常刨光处理,然后按厚度(或宽度)直接用刨削锯片剖切成净料,生产效率和出材率可以大大提高,从节约木材的角度来考虑,这也是一种可取的加工方法。
实木定长加工
定长加工是将零部件长度加工到图纸所需的净料规格,直线零件的定长加工通常在毛料加工后期进行。
定长加工常用的设备有万能锯、摇臂锯、推台锯以及双端锯,大批量生产时也常使用自动成型机,还有专用的45°切角机。



备料是做好一件家具的关键,这道工艺做的好,家具不仅看上去美观,也能增加家具本身的价值,对于企业效益也有着极其重要的作用。

文章来源:鲁班园
版权归原作者所有,观点仅代表作者本人,不代表家具头条立场。