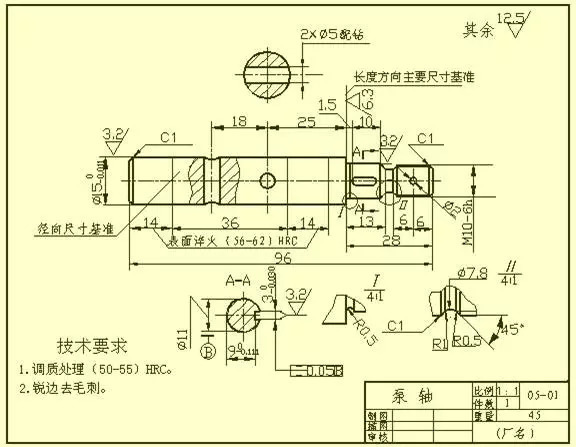
在机械车间,常常遇见各种繁杂的加工工序图纸,你是否都看得懂?为客户设计加工方案,有木有因为尺寸的标注产生疑问?今天小编给大家带来不一样的经典——机械设计中尺寸标注类知识!再也不用担心看不懂图纸啦!1、常见结构的尺寸注法常见孔的尺寸注法(盲孔、螺纹孔、沉孔、锪平孔);倒角的尺寸注法。❖ 盲孔❖ 螺纹孔❖ 沉孔❖ 锪平孔❖ 倒角2、零件上的机械加工结构❖ 退刀槽和砂轮越程槽在零件切削加工时,为了便于退
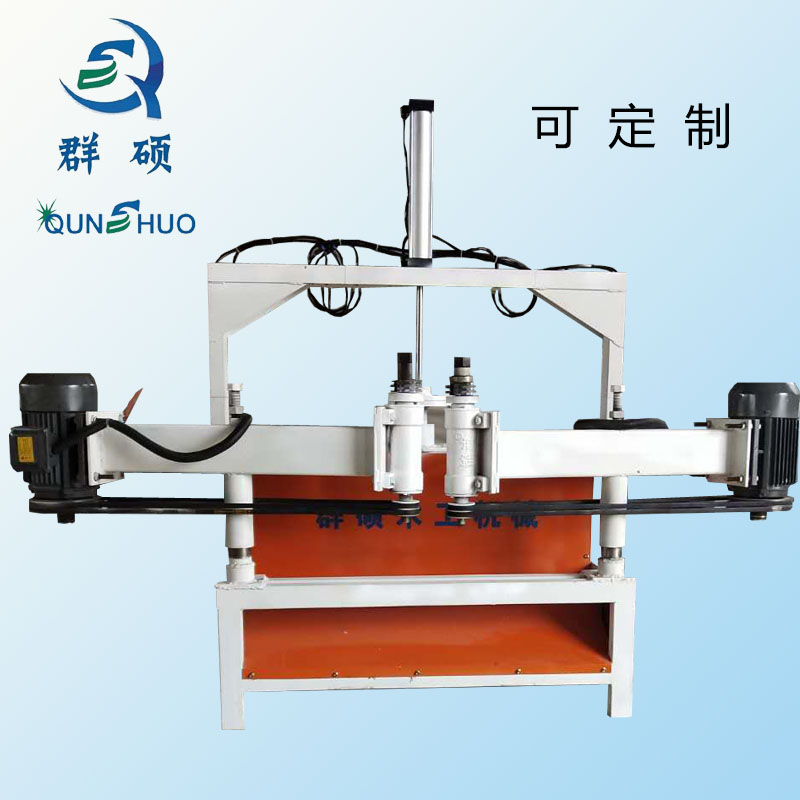
全自动木工椅面仿形铣主要用于家具制造行业,各个工件的镂铣加工餐桌椅生产,安全系数高生产效率高,大大降低了工伤事故。使工人的人身安全得到了保障。操作简单不再需要专业技术工操作,普通工人完全能胜任.主要优点: 第一安全,大大降低了镂铣加工的工商事故率。第二工作效率高,全自动木工椅面仿形铣比普通镂铣机高3到5倍,再加上省去画模线,等于效率提高6倍左右。第三对工人技术要求低,普通工人就能操作全自动木工椅面
数控木工机床在板式家具界“混的风生水起”,在实木家具企业当然也是不甘落后。相比于板式家具,实木家具的线型、雕刻更为复杂,尤其是中式古典家具和海派家具,前者包含了中华上下五千年的雕刻纹理,后者则融合了巴洛克、洛可可等优美华贵的曲线。▷洛可可风格▷中式古典家具这些家具如果是纯手工制作,不仅耗费时间长,人工成本高,而且几乎全靠匠人的经验。而通过数控木工机床,将这些精美的纹理编辑入刀具路径,就可以直接获得
要说现在哪个设备在板式家具生产中“混的风生水起”,“吃的很开”,可能你会有自己的答案,但如果说是“数控加工中心”,应该不会有很多人反对吧。的确,近些年定制家具发展迅猛,高效率的数控加工中心频繁出现在各大展会,样式繁多,功能也越来越齐全,可谓五花八门,令人眼花缭乱。但是,我们真的了解它吗?面对市场上的各种产品,又该如何选择呢?在今天的这篇文章里,就来和大家聊一聊“数控加工中心”!何为数控木工加工中心
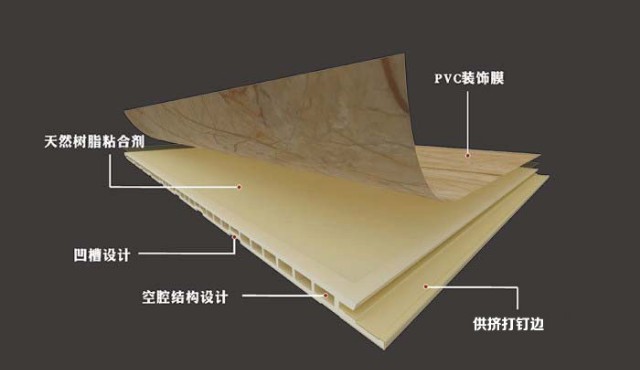
集成墙面因其特有的环保、防潮、防霉变、隔音、保温、防火、安装便捷等材料属性,在装修装饰中被运用得越来越广泛,甚至在部分地域集成墙面成为装修的首选材料,这一现象产生的最主要原因是其环保和安装便捷优势。01集成墙面的分类和定义集成墙面根据材料划分,通常可分为:竹木纤维集成墙面、铝集成墙面、石塑集成墙面,因竹木纤维的市场接受度相对更广泛,本文以竹木纤维集成墙面为例。它由竹粉、木粉、高分子无醛聚合组分和其
随着我国科技水平的提升,数控加工设备在各个制造行业得到了广泛普及,与此同时,市场的多样化需求也对企业的生产能力提出了更严格的要求,相关领域的核心技术的突破,尤其是多轴数控加工技术的逐渐成熟,使得一些大中型家具企业引进了先进的多轴数控加工设备,极大地提高了其生成效率和产品质量。五轴加工设备集计算机控制、高性能伺服驱动和精密加工技术于一体,用于加工连续、平滑、复杂曲面。在木材加工行业,尤其是定制实木家
辊涂法基本上适用于大面积板材和带材的涂装,对地板、橱柜板、三聚氰胺板、密度板、卷材、胶合板、纸、布、塑料薄膜等平面板材进行uv固化涂料的涂装,辊涂法具有涂装效率高,易实现连续化生产,涂膜外观质量较好,膜厚控制容易,污染小并可与印刷并用等优点,其缺陷是对被涂物的形状要求过窄,不能涂装立体工件,设备投资较大。 (1)涂料粘度调整所用涂料的粘度对涂膜的均匀性和涂膜厚度影响极大。涂料粘度较小时,对辊的浸润
在滚涂机的使用过程中,操作员一定要注意以下事项,在保证自己安全的同时,也让设备能够长久安全稳定的运行。 1、操作员不许用手触摸转动的胶辊和钢辊,以防夹手;2、操作员不许用手触摸电源接口和私自拆接电源、开关,以防触电;3、操作员不许触摸机器传动装置,如:链轮、链条、电动机皮带轮等,以防工伤事故发生; 4、异常需要拆卸维修时,要清理机器设备并切断电源,让机电修
合理的封边工艺整体解决方案能使企业的产能最大化、投入最小化,并能有效的提高场地、设备的利用率及人均产值。依定制家具企业年产量推荐合理的封边解决方案如下:1年产量在6万-8万平方以定制橱衣柜产品为主,前端开料使用1台CNC开料机,日产能在210-280平方板材;推荐以下两种封边方案:2方案一:1)豪田ECO-259E/12/6(双精锅、双刮刀)或ECO-259E/12/10(双胶锅、双精修、双刮刀)
当排气量减少时,电机运转速度减慢,空压机发出的噪声比全速运行时的噪声大大减少,改善了操作工的工作环境,有利于环保。一改造前的设备状况青岛啤酒四厂有2台20m3/min螺杆空压机和2台10m3/min螺杆空压机,其工作原理是由一对相互平行啮合的阴阳转子在气缸内转动,使转子齿槽之间的空气不断地产生周期性的容积变化,空气则沿着转子轴线由吸入侧输送至输出侧,实现螺杆空机的吸气、空压缩和排气的全过程。20m
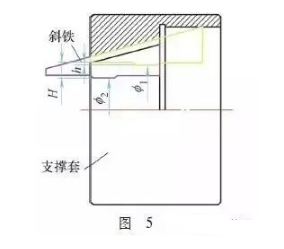
在车削大型细长轴类工件时,往往需要在镗床上先对其一端钻中心孔,以便在车削过程中用顶针对其进行顶架。这既增加了工件的转运和吊装工作量,又加大了镗床的工作压力;同时,还导致工件的加工成本居高不下。为进一步节支降耗,提高轴类工件(特别是大型细长轴类工件)的加工效率,笔者经过多年对轴类工件加工工艺的研究,发明设制了一种车削轴类工件专用的自动定心锁紧卡套,取消了车削大型细长轴类工件前需要在镗床上对其进行预钻
1906年,在德国柏林:为了完成自己的家具设计,威尔海姆。欧登多先生发明了世界上第一台推台锯,该技术使得锯切木料变得快捷而精准。从此推台锯便迅速的在全世界普遍开来,目前世界上第一台推台锯现在在欧登多公司保留,展出。国内出现最早的推台锯是在上世纪70年代通过贸易公司进口的一批德国欧登多推台锯(ALTENDORF)从世界上第一台推台锯到现在全数控的推台锯,推台锯已经走过了100多个年头,目前推台锯的主
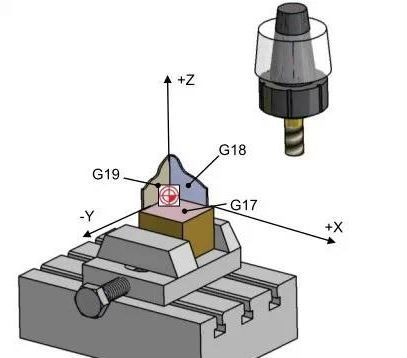
平时我们经常提到的3轴、3+2轴、5轴等加工方案,他们的区别是什么?先给大家介绍一下:3轴加工方式3轴加工由直线进给轴X、Y、Z进行加工。加工特点:切削刀具方向在沿着整个切削路径运动过程中保持不变。刀尖的切削状态不可能实时达到完美。3+2 轴加工方式两个旋转轴先将切削刀具固定在一个倾斜位置,再由进给轴X、Y、Z进行加工。这种机床也叫定位五轴机床,可以使用西门子的CYCLE800功能进行编程加工。C
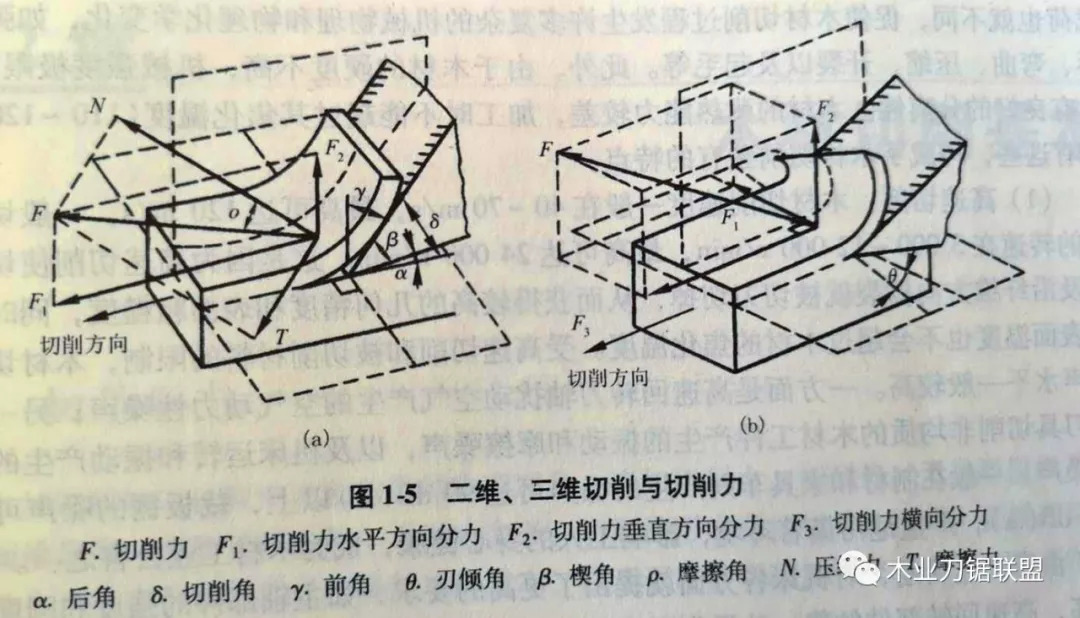
1.1.5切削方向木材切削按切削刀刃与切削方向的作用状况可分为二维切削(直角自由切削)和三维切削(倾斜刃切削)两种。按切削速度方向与木材工件纤维方向的关系,木材切削可分为纵向、横向和端向三个基本切削方向及纵端向、纵横向和横端向等过渡方向切削二维切削(直角自由切削)如图1-5(a)所示,切削刀具的刀刃与切削方向垂直,被切下的切屑在横向上无变形。三维切削(倾斜刃切削)如图1-5(b)所示,刀具的刀刃与